





















From March 18th to 20th, the "2026 China Pharmaceutical Industry Technology Conference and the 16th Annual Meeting of the China Pharmaceutical Equipment Engineering Association" was held in Suzhou. The conference, with the theme of "Inclusive and Innovative Win-Win", brought together domestic and foreign experts in the pharmaceutical industry and business leaders to jointly explore technological innovation and high-quality development of the industry.
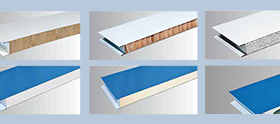
As a professional enterprise in the field of cleanroom systems, Linshen Purification Group was invited to attend the event. At the exhibition area, they focused on showcasing a full range of products and technical achievements including the cleanroom enclosure system, door and window system, and purification equipment.
On the afternoon of March 20th, the Equipment Center of Linshen Purification Group - Suzhou Fisenell Purification Technology Co., Ltd. welcomed a delegation of visitors. Fisenell is a provincial-level high-tech enterprise and a "Giraffe" enterprise, specializing in the research and manufacturing of air filtration consumables, clean equipment, and biological safety protection equipment. The delegation visited the modern production base and learned in detail about the entire process quality control system from raw material testing to product verification. Both sides had in-depth exchanges on air filtration technology, application of clean equipment, and compliance with international standards, strengthening internal collaboration and technological innovation within the group.

This participation and visit exchange is not only a platform for Linshen Purification Group to showcase its capabilities, but also an opportunity for deep integration with the industry. In the future, Linshen Purification Group will continue to focus on the field of cleanroom systems, helping China's pharmaceutical industry enter a new stage of high-quality development.

Lin Sen Purification Group has been deeply engaged in the clean industry for over twenty years, and is committed to becoming the most influential comprehensive solution provider in the global cleanroom system field. Its core business covers: pharmaceuticals and biologics, medical devices and hospitals, biological laboratories and CMC centers, electronic wafers and new energy, food and cosmetics, aerospace and precision machinery.
The group integrates design, research and development, and product manufacturing. Relying on the CNAS-certified testing center, the product quality consistently meets international authoritative standards, leading the industry development. The group has established a rapid response mechanism (24-hour delivery support) and excellent performance capabilities for large and complex projects. Its member units operate independently and complement each other, providing customers with efficient and stable cluster services.



